Industrial operations involving sensitive or hazardous fluids demand the use of more than standard hose solutions. General-purpose hoses, whilst adequate for basic applications, fall short when confronted with handling extreme temperatures, corrosive chemicals, or high-pressure environments. The consequences of using inappropriate hoses extend far beyond equipment failure.
High-pressure steam applications represent one of the most demanding industrial environments where steam hose selection becomes critical. Standard rubber hoses simply cannot withstand the extreme temperatures and pressures associated with steam systems. The molecular structure of conventional hose materials breaks down under these conditions, leading to catastrophic failures that could endanger personnel and equipment in case of a mishap.
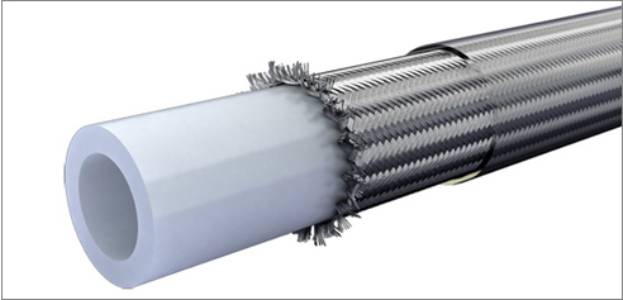
Chemical processing facilities require even more specialised solutions, particularly when handling corrosive or ultra-pure substances. Teflon hose assemblies provide unmatched chemical resistance and purity levels that standard hoses cannot deliver. The non-reactive nature of PTFE ensures that even the most aggressive chemicals remain uncontaminated throughout the transfer process.
Understanding the Limitations of General-Purpose Hoses
- Temperature Degradation: Standard hoses experience rapid deterioration when exposed to extreme temperatures. The polymer chains within conventional rubber compounds break down at temperatures exceeding their design parameters. This degradation manifests as hardening, cracking, and eventual failure of the hose structure, creating dangerous situations.
- Chemical Incompatibility: Many industrial fluids contain aggressive chemicals that react with standard hose materials. These reactions can cause swelling, softening, or complete dissolution of the hose lining. The result is contamination of the transported fluid and potential environmental hazards from leaked chemicals.
- Pressure Limitations: General-purpose hoses are designed for moderate pressure applications. When subjected to high-pressure environments, standard hoses can experience burst failures without warning. The sudden release of pressurised fluids poses significant safety risks to nearby personnel and equipment.
Steam Applications: The Critical Need for Specialised Solutions
- High-Temperature Performance: Steam hoses must withstand temperatures ranging from 150°C to 250°C whilst maintaining structural integrity. The specialised rubber compounds used in steam hose construction contain heat-resistant additives that prevent degradation. These materials maintain flexibility and sealing properties even under extreme thermal stress.
- Pressure Resistance Characteristics: Steam systems operate at pressures that can exceed 16 bar, requiring hoses with reinforced construction. Multiple layers of synthetic fabric or steel wire provide the necessary strength to contain high-pressure steam. The construction prevents dangerous blow-outs that could cause severe burns or equipment damage.
- Moisture Management Properties: Steam applications involve both dry steam and condensate phases, creating unique challenges for hose materials. Specialised steam hoses incorporate drainage features and moisture-resistant linings that prevent accumulation of condensate. This design prevents the formation of water hammer effects that could damage the entire system.
Chemical Processing: Why Teflon Hoses Are Non-Negotiable
- Universal Chemical Resistance: Teflon hoses demonstrate remarkable resistance to virtually all industrial chemicals, including strong acids, bases, and organic solvents. The fluoropolymer structure remains inert when exposed to aggressive substances that would destroy conventional hose materials. This chemical inertness ensures that transported fluids remain pure and uncontaminated.
- Temperature Stability Advantages: PTFE hoses maintain their properties across a wide temperature range, from -70°C to 260°C. This thermal stability makes them ideal for applications involving temperature cycling or extreme operating conditions. The material does not become brittle at low temperatures or soften at high temperatures.
- Purity Maintenance Standards: Pharmaceutical and food processing industries require hoses that do not leach contaminants into transported fluids. Teflon hoses meet the most stringent purity requirements, including FDA and USP Class VI certifications. The smooth interior surface prevents bacterial growth and facilitates thorough cleaning procedures.
Safety Implications of Improper Hose Selection
- Personnel Risk Factors: Using inappropriate hoses in hazardous applications creates serious safety risks for plant personnel. Chemical burns, steam injuries, and exposure to toxic substances are common consequences of hose failures. The sudden release of pressurised fluids can cause severe injuries or fatalities.
- Environmental Contamination Concerns: Failed hoses can release hazardous materials into the environment, creating cleanup costs and regulatory penalties. Chemical spills damage equipment, contaminate soil and water sources, and may require expensive remediation efforts. The environmental impact extends far beyond the immediate facility boundaries.
- Equipment Damage Prevention: Inappropriate hose failures can damage expensive process equipment and cause extended production downtime. Hot steam or corrosive chemicals can destroy pumps, valves, and instrumentation when hoses fail unexpectedly. The cascade effect of equipment damage often exceeds the cost of proper hose selection.
Financial Consequences of Poor Hose Selection
- Production Downtime Costs: Unplanned shutdowns due to hose failures can cost thousands of pounds per hour in lost production. Emergency repairs often require overtime labour and expedited parts delivery, multiplying the financial impact. The ripple effect through supply chains can affect customer relationships and market position.
- Maintenance Expense Multiplication: Standard hoses require frequent replacement in demanding applications, increasing maintenance costs and labour requirements. The hidden costs include inventory management, disposal of failed hoses, and the administrative burden of frequent procurement cycles. These expenses accumulate rapidly over time.
- Regulatory Compliance Expenses: Using inappropriate hoses in regulated industries can result in fines, legal liability, and increased insurance premiums. Compliance violations may trigger expensive audits and remediation requirements. The reputational damage from safety incidents can affect business relationships and market credibility.
Selection Criteria for Specialised Hose Applications
- Fluid Compatibility Assessment: The first step in proper hose selection involves analysing the transported fluid’s chemical composition, temperature range, and pressure requirements. Chemical compatibility charts provide guidance, but testing may be necessary for unique fluid mixtures. Consider both the primary fluid and any cleaning agents used in the system.
- Operating Environment Evaluation: Environmental factors such as ambient temperature, UV exposure, and mechanical stress affect hose performance. Outdoor applications require UV-resistant materials, whilst indoor installations may need flame-retardant properties. The physical routing of hoses influences flexibility and abrasion resistance requirements.
- Performance Specification Development: Establishing clear performance criteria ensures proper hose selection for specific applications. These specifications should include:
- Maximum and minimum operating temperatures with safety margins
- Working pressure ratings with appropriate safety factors
- Chemical resistance requirements for all transported fluids
- Flexibility requirements for routing and connection purposes
- Service life expectations and maintenance intervals
Quality Assurance in Hose Manufacturing
- Testing and Certification Standards: Reputable hose manufacturers conduct extensive testing to verify their performance claims. These tests include burst pressure verification, chemical resistance evaluation, and temperature cycling assessments. Industry certifications such as ISO 9001 and API specifications provide additional assurance of quality and consistency.
- Traceability and Documentation: Proper documentation accompanies quality hoses, including material certifications, test results, and manufacturing records. This traceability enables proper maintenance scheduling and facilitates troubleshooting when issues arise. Documentation also supports regulatory compliance and warranty claims.
Selecting appropriate hoses for sensitive and dangerous fluid applications represents a critical decision that affects safety, productivity, and profitability. The false economy of using general-purpose hoses in demanding applications inevitably leads to failures, accidents, and excessive costs. Investing in properly specified steam hoses and Teflon hoses provides long-term value through reliable performance and reduced risk. Contact qualified industrial hose specialists to evaluate your specific applications and ensure optimal hose selection for your critical processes.
Featured Image Source: https://www.jreltd.com/images/ptfe-hoses/pic1.jpg